

|
ABS材料,也称丙烯腈丁二烯苯乙烯,是一种热塑性聚合物,在工业应用中非常常见。它因其在低温下的高抗冲击性和制造轻质部件而闻名。除此之外,ABS 塑料在3D 打印市场也很受欢迎,它与 PLA 一样是该领域使用最广泛的材料之一。它最常出现在 FFF 3D 打印中,此外它也可以以树脂原料的形式在在大桶光聚合方法中使用。 本期文章主要以常用的 ABS 长丝为例,对 ABS材料的生产流程、特性、3D 打印工艺、应用,分别进行了介绍,具体内容如下:
ABS的生产及特性 ABS 是最早用于工业3D 打印机的塑料之一,开发于 1990 年左右。这种热塑性聚合物被称为“三元共聚物”,定义为由三种不同单体合成的聚合物。在这种情况下,它通常是通过丙烯腈、苯乙烯和聚丁二烯三者聚合而成的,其中包括 20% 的丙烯腈、25% 的丁二烯和55% 的苯乙烯,因此得名 ABS。此外,操纵这些比例可以改变ABS 的特性。例如,苯乙烯是赋予 ABS 刚性和亮度的成分,而丁二烯则赋予其抗冲击性和低温性能。
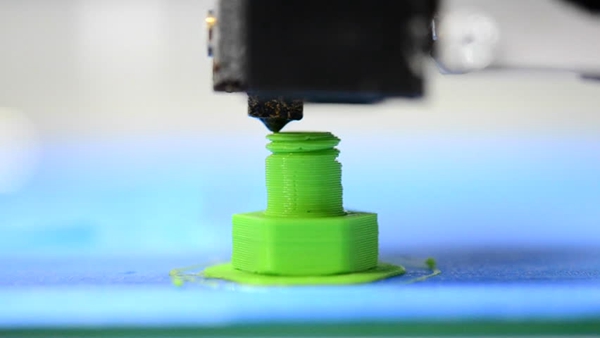
△ABS 由于其特性而成为工业上流行的塑料(图片来源:Adreco Plastics) 需要记住的重要一点是,ABS 是由石油制成的,而 PLA 是由玉米淀粉等更环保的材料制成的,这常常使其成为行业可持续性问题的主题。然而,关于PLA材料的可持续性还有所争议,因为虽然 PLA 在技术上是可生物降解的,但实际上其降解条件十分苛刻,从而引发了人们对它是否真正环保的质疑。 在性能方面,ABS材料具有良好的刚性,高抗冲击性,同时质地轻巧,价格实惠。事实上,由于这些优良特性,ABS和PLA多年来一直是 FDM 3D打印市场上的广受欢迎的材料。此外,ABS不仅耐冲击,而且耐化学和耐热,这促进它在更多工业应用中地进一步应用。 3D 打印与 ABS 但究竟如何才能使用 ABS 进行打印呢?虽然它有灯丝和树脂两种形式,但由于 ABS 在 FFF 3D 打印市场中最常用,所以他将是我们将在这里关注的重点。它以直径为 1.75 毫米或 2.85 毫米的细丝形式提供,并有多种颜色可供选择。虽然 ABS 比 PLA 更难打印,但由于其耐冲击和耐高温(-20°C 至 80°C),ABS 仍然是非常受 3D 打印专业人士青睐的材料。ABS材料是不透明的,具有光滑和哑光的表面,可以用丙酮处理使其发亮。 ABS 的熔化温度约为 200°C,因此建议挤出温度在 230 至 260°C 之间。此外,必须使用加热打印床(80 到 130°C 之间)。这是因为它是一种与空气接触会收缩的塑料,因此如果它不在加热的打印床上,它很容易收缩(或翘曲)并从印版上脱落。对于大型零件,甚至建议使用特殊的粘合剂,如 Kapton 或粘合漆。最后,建议使用具有封闭外壳的3D打印机,原因有二:其一是为了用户的安全,因为ABS塑料会释放出对用户有危险的微粒,同时也因为在使用ABS时,温度控制是至关重要的。其二是为了成功地打印,特别是避免翘曲、开裂和分层(层的分离)的问题,拥有该加热室将有助于保持温度恒定。
△需要加热构建板以避免翘曲 此外,虽然它比 PLA(和 PETG,另一种流行的长丝)等材料更难打印,但 ABS 仍然比其他技术和廉价的热塑性塑料更容易打印。然而,如前所述,腔室、床甚至整个房间的温度控制对于避免打印失败至关重要。还要记住,ABS 是一种必须保持干燥的材料,因为它会吸收空气中的水分,这会使打印变得更加困难。 在打印支撑方面,ABS 很容易与HIPS 一起打印,HIPS 是一种具有相同托盘和挤出温度的材料。这种材料很快溶解在 D-柠檬烯中,这是一种由柠檬中的化合物制成的溶剂。但是,如果它是用不可溶的支撑材料打印的,则有必要将其移除,并且可以使用切割等方法来完成,类似于其他灯丝。 实际上,使用这种热塑性聚合物进行打印时,总体上只需要很少的后处理,这是一个关键优势,可以在复杂零件的生产中节省时间。但是,对于那些对 ABS 感兴趣的人,我们可以使用多种后处理选项。除了已经提到的支撑移除之外,由于其更哑光的饰面,它还可以上漆。与其他材料相比,它也很容易加工,例如,由于其耐用性,它可以打磨,也可以使用机械加工。最后,一种常见的 ABS 后处理方法是用丙酮蒸汽进行平滑处理,以获得光面效果。 ABS 的 3D 打印应用 |

 收藏
收藏 打印
打印
















































