

|
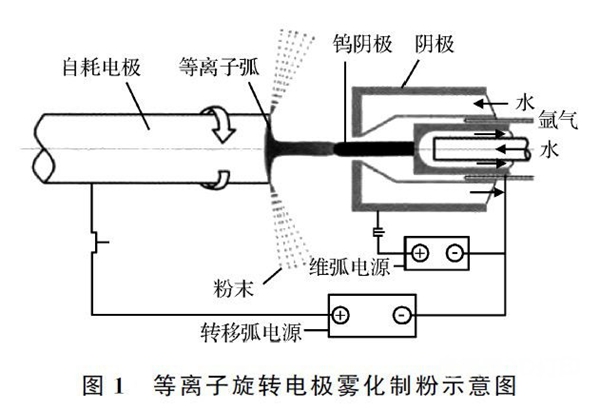
模具被誉为“工业之母”,其制备是现代制造业的核心,模具技术水平的高低已成为衡量一个国家制造业水平高低的重要标志。中国的大型、精密、复杂、长寿命的高品质模具自给率仅为30%左右,绝大部分依赖进口。导致中国高品质模具自给率低的绝大部分原因是所需模具钢的部分性能达不到使用要求,或者说是部分性能远低于国外同类型产品,同时材料的热处理工艺存在一些问题。增材制造作为一种近净成型技术,能够将复杂的三维立体结构转化成二维平面结构,然后通过材料逐层堆积方式进行实体累加制造,这种方式在实现形状控制的同时也能够对组织和成分进行精细调控。该技术正在改变着传统模具设计和材料设计的思路,但目前国内外对于模具钢增材制造方面的研究相对比较匮乏,这也导致了其工业化应用进程较慢。 国内外关于本领域的研究主要集中于增材制造专用模具钢粉末材料设计和其制备技术,以及模具钢增材制造过程中的控形、控性研究。模具因其服役环境复杂,常需在具有冲击载荷、冷热交替或者腐蚀的环境下持续工作,所以对模具钢增材件综合力学性能的要求比较高,除需具有较高抗拉强度外,还要具有一定的塑韧性,尤其是冲击韧性。使用的粉末一般要求具有高的球形度和松装密度、较窄的粒径分布范围以及极低的杂质元素含量等特点。制粉过程中要严格控制空心粉的数量,过量的空心粉会增大增材体中气孔或孔隙出现的概率,降低其致密度;杂质元素含量超过极限值后,如过量的氧、氮会降低晶界结合强度、增大脆性。目前球形粉末制备方法主要有等离子旋转电极雾化(PREP)法和气雾化(GA)法等。 当前增材技术在模具制造方面的应用主要集中在具有随形冷却流道的高端注塑模具上,该新型模具解决了传统直孔冷却水道冷却不均这一瓶颈问题。目前已经成功地将增材制造技术应用到随形冷却模具加工过程的公司主要有国外的EOS和3D Systems。EOS公司采用激光选区熔化技术制造的随形冷却流道模具,表面温度分布均匀,型腔表面温度由120 ℃降至90 ℃,产品生产周期缩短了17%,且产品质量得以提升,经370 000次循环之后,总成本节约高达2万欧元。此外,德国SLM Solutions公司、美国Honeywell公司、英国University of Central Lancashire公司和德国Technische Universitat Dortmund公司等也对增材制造随形冷却流道模具进行了大量研究。国内模具钢增材制造工艺技术起步较晚,武汉华科三维、大连美光速造、上海悦瑞三维等公司对增材制造随形冷却流道模具进行了部分应用探索,但是增材制造成形件与传统方法制造的零件在组织和成形性能等方面存在显著差异,同时也容易出现微裂纹、孔隙、氧化等缺陷,严重影响了增材制造成形模具的质量和工艺推广。因此关于模具钢的增材制造及其性能方面的研究受到了学术界和工业界的广泛关注。本文将从以下2个方面进行简要的论述:(1)模具钢粉末制备方法;(2)典型模具钢的增材制造及其力学性能。 1、模具钢粉末制备方法 目前模具钢用的球形粉末制备方法主要有等离子旋转电极雾化(PREP)法和气雾化(GA)法等。不同制粉方法的效率、粉末的品质存在一定的差异,下面将进行简要的论述。 1.1 等离子旋转电极雾化法 等离子旋转电极雾化(PREP)法是将金属或合金制成的金属棒料放在转动装置中充当自耗电极,再将电极放在惰性保护气下使其高速旋转,同时由同轴等离子体电弧将其加热熔化,形成的液膜受离心力作用分散飞离电极棒端面,当液膜与雾化中的惰性保护气体摩擦后,在切应力的作用下进一步粉碎,最终在表面张力作用下快速冷却凝固形成球形粉末的一种技术,其制粉示意图如图1所示。 |
 收藏
收藏 打印
打印
















































